


Preparing Your Feedstock for Biodiesel Production
The BioPro 190 will not process oil of mineral origin such as motor oil
The BioPro™ 190 is designed to process feedstock of vegetable or animal origin. This would include crude de-gummed oil, vegetable oils, tallow, lard, yellow grease, or any mixture of the above. These are collectively known as “feedstock”. Often animal feedstock is found in solid form, even at room temperature (think of leftover bacon grease in your frying pan.) Since the BioPro 190 can only process liquid feedstock, any solid tallow must be melted prior to processing.
In order for feedstock to be successfully processed, it must be:
- Free of water
- Have less than the allowable free fatty acid (FFA) content
- Be relatively free of particles
Excessive water in oil is the most common issue that users have with their feedstock. Too much water in the feedstock is not obvious. Wet feedstock is ALWAYS detrimental to the quality of the fuel. In addition, it will result in a whole host of processing complications which may include a complete failure of the feedstock to react, incomplete reactions, excessive glycerin dropout, and emulsions during the wash.
Restaurant waste vegetable oil (WVO) will often contain water in excess of the recommended amounts. It will typically contain some free water that can often be seen as giving the feedstock a foggy appearance. It will also contain some dissolved water which cannot be detected visually.
However, following the procedures below will in most cases bring the water content of the feedstock to within the recommended limits. Especially when using restaurant WVO, taking these precautionary steps is highly recommended to ensure high quality fuel and trouble-free processing.
Step 1 – Free Water Removal
The free water may first be removed by settling. Because water is heavier than oil, most of the larger suspended droplets of water will sink to the bottom of a vessel of oil within a couple of days. Heating the oil, which makes it thinner, can accelerate settling. This settling process is typically performed in the BioPro™ 190. This is accomplished by filling the feedstock reservoir with about 60 gallons of feedstock and then turning on the manual heater. After a minimum of 24 hours, the bottom 10 gallons of wet oil are drained off using the ball valve on the bottom of the machine. Use caution, as the settled water/oil mixture will be very hot. Alternately, some customers have chosen do this in a separate vessel or even a centrifuge.
This method is effective in reducing the water content of the oil down to the range of 0.3–0.4%. After which, the oil will have a better appearance, but will still contain significant amounts of dissolved water. The remaining water will still often be a hindrance to complete reactions. Therefore it is highly recommended that the customer also perform the evaporative drying technique as described below.
Step 2 – Dissolved Water Removal
Make sure that the feedstock reservoir in the BioPro 190 is filled to the fill line with oil that has had the bulk of the free water removed using settling and draining. Then, using the manual controls, turn the heater and stirrer on for at least eight hours with the lid removed. This will evaporate much of the remaining dissolved water bringing the total content to less than 0.15%.
Upon completing this step, the oil should have much more clarity. A sample drawn off of the top should have little or no cloudiness. Implementing this process will ensure that the BioPro™ 190 will be most effective in producing quality fuel from the widest range of feedstocks.
If users wish to obtain a quantitative measurement of the level of water present in feedstock, a sample of feedstock may be submitted to a laboratory for a test known as Karl Fischer titration. Another option is to use a commercially available water test kit. This device is less accurate than laboratory analysis, but still gives a good ballpark reading. These are sold at Utah Biodiesel Supply. Please note that when testing any sample of feedstock for water content, the feedstock must be mixed thoroughly before the sample is collected. Otherwise, the water present may tend to settle, and a sample drawn off the top of the feedstock container may yield a lower than actual water content result, whereas a sample drawn off the bottom of the feedstock container may yield a higher than actual water content result.
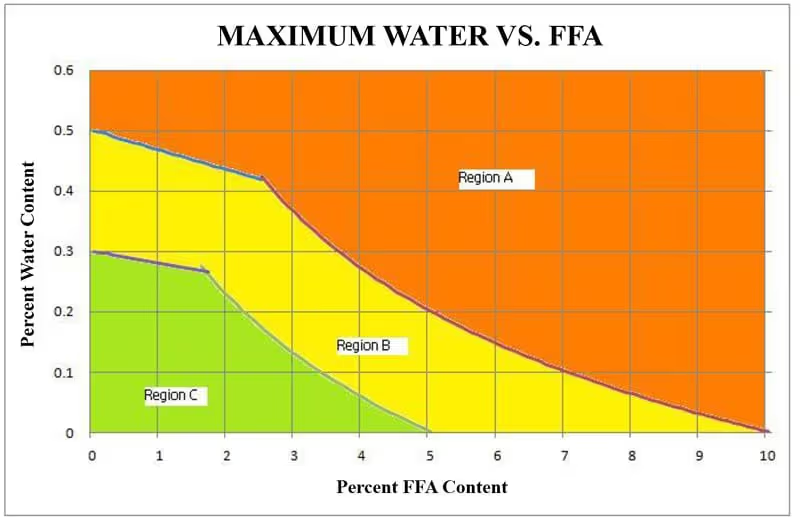
The maximum FFA content of the feedstock depends greatly on the water content of the feedstock. In the chart below, Region A represents the situations in which the combined effect of the FFA and water make the feedstock completely unusable for processing. Region B represents the situations in which a customer is likely to have some reaction, but will likely experience difficulties such as emulsions in the wash, poor reaction completeness, and excessive yield loss. Region C represents the situations in which the feedstock will likely produce quality fuel with little or no complications.
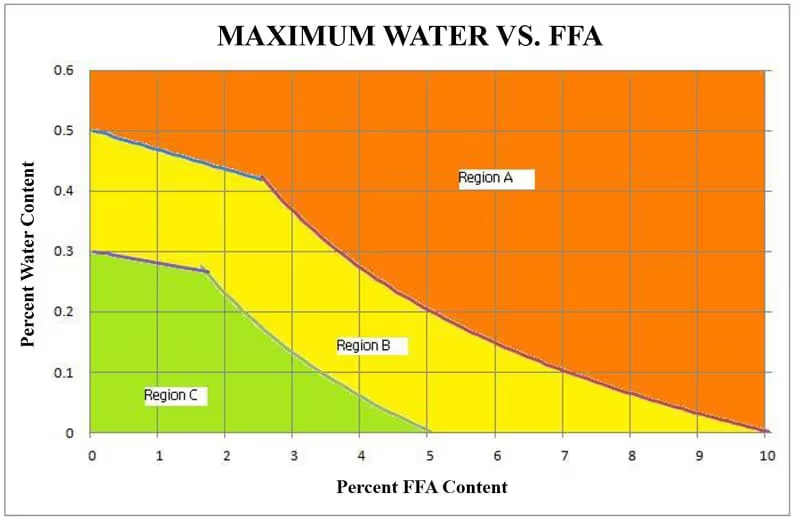
Percent FFA was used on this graph instead of titration number due to the fact that it is an unambiguous measurement (titration methods can vary).
If you were to use the titration method described at Utah Biodiesel Supply, you could convert this to a percent FFA by first subtracting 7 from the KOH result or 5.5 from the NaOH result. Then, you would divide by 1.3 if using NaOH or 1.8 if using KOH. This will give the approximate percent FFA in the feedstock. For example, a KOH titration of 16 would equate to 5% FFA.
It is important to note that it is only on rare occasions that a sample exceeds 5% FFA content. Therefore, if a sample falls outside of the region where it can be processed it is nearly always due to excessive water content. This problem can easily be rectified using the methods described above.
A simple Go/NoGo kit to test % FFA of the oil is available from our store.
As particulate matter in the feedstock can interfere with the reactions, act as carriers for water, and clog essential filters, we recommend that the feedstock should be filtered through at least a 50 mesh (300 micron) strainer before processing. Note also, that large amounts of small particles such as flour may not be picked up by a 50 mesh strainer, but should also be avoided. Strainers may be purchased at Utah Biodiesel Supply.
An interesting product that is currently sold at Utah Biodiesel Supply, is the whirlybird hand crank centrifuge. This device allows a user to spin a small sample of feedstock at high gravity. Any free water or particulates will quickly settle to the bottom of sample giving the user a good indication of how contaminated a sample of oil is.
.svg)
