


Adding acid to reduce acidity in feedstock oils: the counterintuitive process of acid-catalyzed esterification
Possibly the single most common chemical obstacle encountered by producers of biodiesel is the presence of free fatty acids (FFAs) in the feedstock (vegetable or animal oil, including but not limited to used cooking oil). In its most common form, biodiesel production utilizes a basic catalyst such as NaOH, KOH, or sodium methoxide to catalyze the transesterification reaction. These catalysts react rapidly with free fatty acids to form soaps. Not only does this consume the catalysts before they have a chance to catalyze the transesterification but it forms a large amount of soaps that can be nearly impossible to remove. Upon neutralization, every 1% FFAs in the feedstock produce approximately 1.11% soaps. Depending on the method of product purification, every 1% of soaps formed during the transesterification reaction, reduces the final product yield by at least 2%. Considering the fact that yellow grease can have up to 15% FFA content, it is essential to reduce this concentration before starting the transesterification reaction.
The most common way that this is performed for relatively low concentrations of FFAs is through a process known as acid-catalyzed esterification. In this process, an alcohol (typically methanol) is added to the feedstock along with an acid catalyst (most commonly sulfuric acid). The resulting esterification reaction produces methyl esters (biodiesel) and water with the following reaction.
Notice that while on the products side of the reaction, both species are relatively neutral, in the reactants side, we have an acidic species (the FFA). Thus, the further the reaction progresses, the less acidic the overall mixture will be. As can be seen though, this is a reversible reaction. This means, that as the concentration of products (biodiesel and water) increases and the quantity of reactants (FFA and Methanol) decreases, the reaction will find and equilibrium and cease to progress forward toward the products.*
Considering these factors, it becomes apparent that it is very important to have the feedstock as dry as possible when starting the reaction so that it may progress forward as far as possible and reduce the FFA content of the feedstock as much as possible (see graph on relationship between FFA and water). In cases where the feedstock starts out with high water content, the reaction does not progress forward at all or can even have the net effect of increasing the acidity of the feedstock. This effect can often be seen with as little as 0.5% water content in the feedstock.
It is also apparent, that to the extent that costs allow, it is worthwhile to add a large excess of methanol in order to drive the reaction equilibrium toward the products as much as possible.
Finally, even if the feedstock is very dry to start with, and there is a large excess of methanol, the reaction will always reach equilibrium before all of the FFA are consumed. The higher the starting FFA content of the feedstock, the more FFAs will remain after the esterification. Furthermore, the water produced in this reaction also interferes to some degree with the subsequent transesterification reaction. Thus, it is rare to see starting levels for FFAs above 10% pretreated in this way in the biodiesel industry.
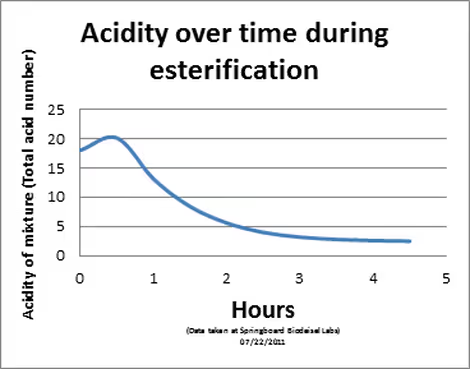
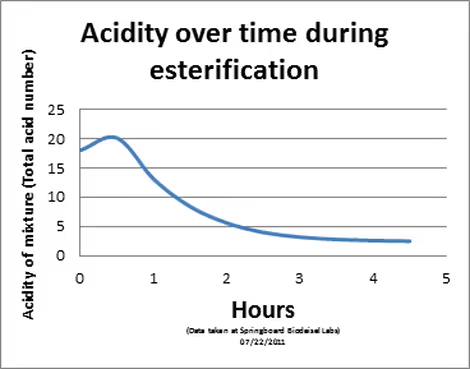
Attached we have a graph of the acidity of a sample of feedstock mixed with 30% methanol (vol/vol). We see a slight increase in the average total acid number (given in mgKOH/g fluid) of the mixture during the first 30 minutes due to the acidity of the sulfuric acid used as a catalyst. Within 4 hours of commencing the reaction though, the total acidity of the mixture is it only about 1/7th of the original acidity of the feedstock. Most of this remaining acidity is due to the residual sulfuric acid catalyst. This sulfuric acid is quickly neutralized to form Na2SO4 (aka salt) at the start of the base catalyzed reaction. This salt is very easily removed from the fuel and does not significantly affect the final product yield.
*In this particular reaction it is almost exclusively water that hinders the forward progress. The concentration of the biodiesel seems to have very little effect. This is due to their differences in solubility with the methanol and H2SO4.
.svg)
